

La impresión 3D DLP con resina es una técnica de fabricación aditiva capa a capa, que utiliza una fuente de luz para solidificar resina en estado líquido.
A este proceso se lo conoce como fotopolimerización. Con esta técnica se logran obtener piezas de gran precisión que pueden ser utilizadas en distintos campos de la industria como odontología, joyería, modelado, ingeniería, etc.
Principio de funcionamiento
A la hora de imprimir con resina, disponemos de distintos tipos de tecnología, que si bien comparten el mismo concepto de funcionamiento, difieren en algunos puntos a considerar. Las dos principales son: SLA (Estereolitografía) y DLP (Procesamiento digital de la luz). La tecnología SLA, utiliza un láser punto, el cual es dirigido a través del accionamiento de un conjunto óptico para mapear cada punto de la capa a solidificar. Las impresoras DLP, tecnología en la cual nos centraremos hoy, emplea una pantalla LCD que mapea toda la capa a solidificar en simultáneo, y permite proyectar el haz de luz proveniente de la fuente UV.
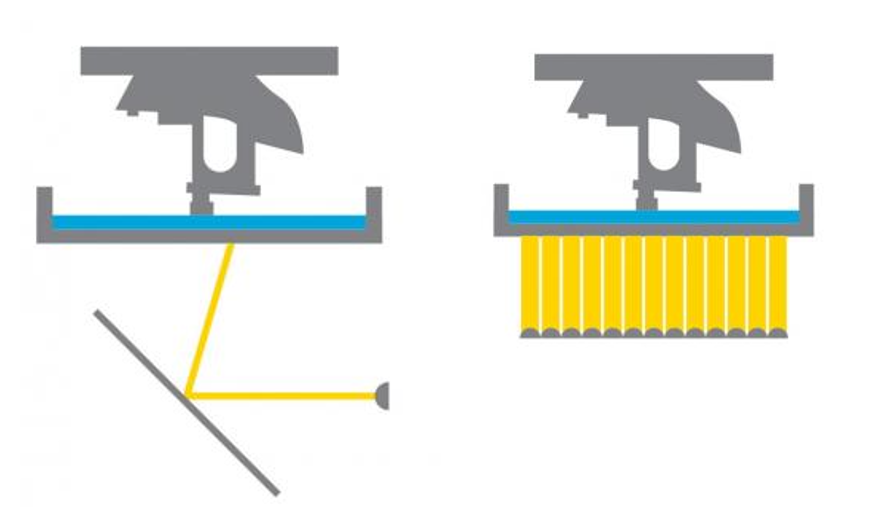
Las impresoras DLP están compuestos por una plataforma móvil que se desplaza verticalmente en el eje Z y se introduce en un tanque contenedor de resina fotosensible. El tanque contenedor posee una base transparente y antiadherente que es atravesada por luz LED UV (Ultravioleta). Mediante una pantalla LCD, se mapean imágenes selectivas, permitiendo la fotopolimerización de cada capa.

Fotopolimerización en resinas
Los materiales plásticos están compuestos por cadenas de carbono. Cuanto más cortas sean estas cadenas de carbono, más viscoso resulta el material. La resina para impresión está compuesta por cadenas de carbono cortas, y tiene todos los componentes del plástico final, pero aún no se han polimerizado. Al exponer resina ante luz ultravioleta, se produce la polimerización, se forman cadenas largas de carbono y la resina se solidifica. Mediante este proceso, se van construyendo una a una, las capas del modelo a imprimir.

Una vez que las piezas han sido producidas con resina y ya se encuentran en estado sólido, no pueden volver a fundirse en su estado líquido para ser reutilizada ya que pierde sus propiedades, a diferencia de lo que sucede con el filamento para FDM.
La resina debe estar almacenada en envases con protección UV ya que, como es evidente, es sensible a los rayos UV.
Por último, solo resta seleccionar el tipo de resina ideal para que se adapte a tus necesidades y a las características de tu impresora.
Tipos de resina
- Resina estándar: Proporcionan un acabado suave y piezas de poca dureza. Son resinas económicas.
- Resina clear: Esta resina tiene la propiedad de ser traslúcida, y sus características son similares a la resina estándar.
- Resina casteable: Se utiliza principalmente para fabricar matrices, ya que al ser quemadas se evaporan en gas, dando como resultado matrices de excelente terminación. Son las utilizadas para reemplazar la Cera, en el proceso de Cera perdida.
- Resina dura: Se utiliza para construir piezas que deben resistir esfuerzos mecánicos. Posee propiedades balanceadas entre dureza, rigidez y mayor resistencia a temperaturas elevadas, similar al filamento ABS.
- Resina dental: Permite crear piezas suaves y a la medida de cada boca. Son resistentes a la abrasión y son biocompatibles.
- Resina rubber: Tiene la característica de que al solidificarse adopta flexibilidad. La pieza puede someterse a un esfuerzo mecánico, deformarse y volver a recuperar su forma original, de forma similar como si se tratase de una pieza de goma.

Curado de piezas de resina
En la nota anterior te comentamos sobre la necesidad de curar las piezas impresas con resina para completar la polimerización del material. Este procedimiento es necesario para que el material adquiera sus propiedades finales, tales como dureza, rigidez, flexibilidad, etc.
Aquí te explicaremos cómo realizar el proceso de curado:
En primer lugar debemos respetar las medidas de seguridad necesarias para manipular la resina, la cual puede resultar tóxica y provocar daños si entra en contacto con la piel y si se manipula en espacios cerrados. Por lo tanto, necesitaremos guantes de látex o nitrilo descartables, gafas de protección y trabajar en un espacio ventilado. Si accidentalmente la resina entra en contacto con la piel, se debe lavar la zona afectada con abundante agua y jabón.

Luego de extraer la pieza impresa de la plataforma de impresión, es necesario limpiar la misma, ya que se encontrará cubierta de resina sin polimerizar. Se debe sumergir la pieza en un contenedor con alcohol isopropílico y agitar el recipiente manualmente o utilizar una batea ultrasónica para este fin.

A continuación procederemos a retirar los soportes y acondicionar nuestra pieza impresa para que adquiera su versión final.

Debido a que el oxígeno es un retardante del curado, es aconsejable introducir la pieza en un recipiente con agua para la exposición final de luz ultravioleta, acelerando de esta manera, el proceso de curado.

Habitualmente, disponemos de 3 métodos para realizar el curado de resina:
- Hornos de post curado: Es el método más costoso ya que es necesario adquirir el equipo apropiado. Estos dispositivos están optimizados para realizar el curado de piezas de resina y permiten configurar y modificar los parámetros de tiempo y exposición para cada pieza.

- Cabina UV para manicura: Su costo es mas accesible con respecto a los hornos de post curado. Su potencia es variable (6W a 40W) y poseen tiempos reducidos de exposición (unos pocos minutos), por lo que se requiere activar su ciclo de funcionamiento en varias oportunidades.

- Exposición a luz solar: Este método no incurre en gastos monetarios, basta con exponer la pieza ante la luz del sol, sin que se vea afectada de forma directa, ya que el exceso de calor puede deformar la pieza. Por otra parte, no se puede controlar la intensidad de la luz recibida, por lo cual los tiempos de curado serán muy variables.
Finalmente, se pueden realizar procedimientos de post procesado a las piezas ya curadas, tal como se desarrolló en el artículo anterior.
Como vimos a lo largo de la nota la impresión en DLP nos permite:
- Obtener piezas con excelente calidad y terminación, la cual se encuentra muy por encima de la tecnología FDM.
- La opción de utilizar distintos tipos de materiales que se adaptan a cada aplicación.
- La reducción de tiempos de producción al permitir realizar más de una pieza de un mismo modelo en simultáneo.

¿Querés incluir APOLO en tu equipo de trabajo?
Comunicate con TP3D, recibí todo el asesoramiento en APOLO de Hellbot de la mano de nuestros especialistas haciendo .
¡Ya disponible en nuestra tienda online!
En TP3D contás con 1 año de garantía en APOLO y servicio técnico especializado que te ayudarán en todo lo que precises.



